Wie mache ich meine Slim-Maschine und die Rotation einsatzbereit?
Wenn Sie die Rotationseinheit verwenden möchten, sind bestimmte Schritte zu befolgen.
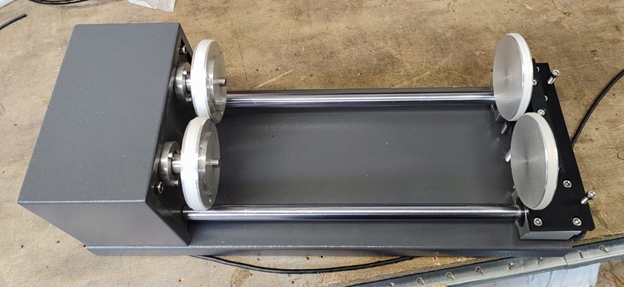
Bei der Slim ist standardmäßig eine Rollenrotation vorhanden. Das bedeutet, es gibt 4 Rollen, von denen 2 durch einen Motor angetrieben werden. Die anderen Rollen können je nach Länge Ihres Produkts vor- und zurückgeschoben werden. Passen Sie dies so an, dass Ihr Produkt ausreichend unterstützt wird. Die Rollen können etwa 30 cm auseinander geschoben werden. Ist Ihr Produkt länger, ragt es heraus. Achten Sie darauf, dass Ihr Produkt nicht zu weit herausragt, da es sich sonst beim Drehen bewegen und seine Position verändern kann.
Zur Rollenrotation gehört auch eine Spannfutterplatte. Diese können Sie mit 3 Gewindestiften und Muttern an einer der Rollen befestigen. Das Spannfutter muss an einer der Motorrollen befestigt werden.
Mit der Spannfutterplatte können Sie ein Produkt einspannen.

Rollenrotation
Abschnitt betitelt „Rollenrotation“Wenn Sie mit der Rollenrotation arbeiten möchten, ist es wichtig, zunächst den Durchmesser einer der Rollen zu messen. Diesen benötigen Sie später. Messen Sie den Außendurchmesser der Rolle, von Gummi zu Gummi. Das muss genau sein, verwenden Sie daher eine Schieblehre. Notieren Sie den Durchmesser.
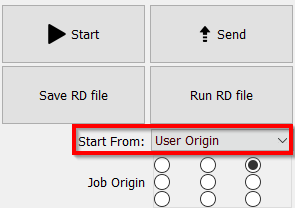
Bewegen Sie den Laserkopf mit den Tasten in die rechte obere Ecke der Maschine. Drücken Sie „Origin“ auf dem Display. Achten Sie darauf, in der Software von „User origin“ zu starten.
Entfernen Sie anschließend den Tisch aus der Maschine. Stellen Sie die Rollenrotation mit dem Motor nach links in die Maschine. Achten Sie darauf, dass das Kabel nicht unter der Rotation liegt.
Verbinden Sie das Kabel mit dem Stecker mit der Maschine. Auf der rechten Seite der Maschine befindet sich eine Steckverbindung, an die der Stecker der Rotation angeschlossen werden kann.

Setzen Sie nun die Achsen zurück. Da Sie den Laserkopf in die rechte obere Ecke gesetzt und in der Software „User origin“ gewählt haben, kommt es zu keiner Kollision zwischen Laserkopf und Rotation/Produkt. Sobald die Maschine den Reset abgeschlossen hat, können Sie Ihr Produkt auf die Rollenrotation legen.
Bewegen Sie den Laserkopf in Richtung Ihres Produkts. Ihnen wird auffallen, dass Sie die Y-Achse mit den Tasten am Display nicht bewegen können. Die X-Achse können Sie jedoch mit den Tasten bewegen. Ist der Laserkopf in X-Richtung korrekt positioniert, können Sie ihn in Y-Richtung manuell an die richtige Stelle schieben. Positionieren Sie den Laserkopf über dem Zentrum (höchster Punkt) Ihres Produkts. Stellen Sie die Fokusdistanz ein. Seien Sie vorsichtig beim Einsatz des Autofokussensors – wir empfehlen, den Autofokus bei Verwendung der Rotationseinheit nicht zu verwenden. Stellen Sie die Fokushöhe am besten manuell ein.
Ist der Abstand zwischen Objekt und Laserkopf zu groß, können Sie den Laserkopf etwas zurückfahren. Heben Sie die Z-Achse mit der Taste Z+ leicht an. Setzen Sie den Laserkopf anschließend wieder über den höchsten Punkt Ihres Objekts.
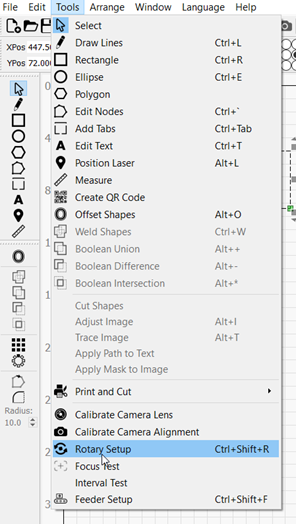
Öffnen Sie danach in der LightBurn-Software das Menü Tools => Rotary setup.
Stellen Sie sicher, dass der Kreis bei Roller (1) schwarz ist. Prüfen Sie außerdem, dass Enable Rotary (2) eingeschaltet ist. Das erkennen Sie daran, dass der Schieberegler grün ist.
Geben Sie bei Steps per rotation (3) den Wert 10000 ein. Das sorgt zusammen mit dem Rollendurchmesser dafür, dass Ihr Programm die korrekten Abmessungen hat.
Tragen Sie bei Roller diameter (4) den zu Beginn notierten Rollendurchmesser ein.
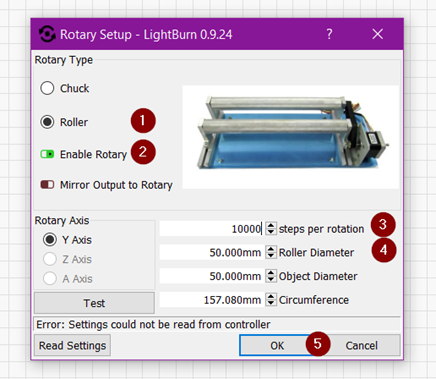
Sie können den Durchmesser Ihres Objekts eingeben. Die Software berechnet dann den Umfang Ihres Objekts. Für die Funktion ist das jedoch nicht zwingend erforderlich. Sie können „Object Diameter“ und „Circumference“ leer lassen.
Klicken Sie auf OK, nachdem Sie die erforderlichen Daten eingegeben haben.
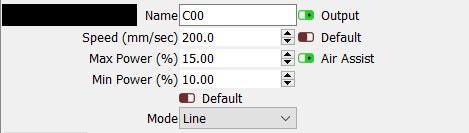
Zeichnen Sie ein Quadrat von z. B. 2 x 2 cm. Dieses schneiden Sie leicht an, um zu prüfen, ob die Abmessungen tatsächlich 2 x 2 cm betragen. Stellen Sie Geschwindigkeit und Leistung ein und senden Sie die Datei an die Lasermaschine. Vorsicht! Die Linien sollen sichtbar sein, aber nicht durchschneiden. Stellen Sie den Modus auf Schneiden [Line], verwenden Sie jedoch Parameter, die Sie sonst für das Gravieren nutzen würden!
Wenn die Linien auf Ihrem Produkt sichtbar sind, ist es wichtig, die über die Krümmung verlaufende Linie zu messen. Nutzen Sie hierfür ein Maßband, um korrekt zu messen.
Ist die Linie nicht 2 cm, sondern größer oder kleiner, müssen Sie die „Steps per rotation“ anpassen. Sie haben 10000 eingegeben – möglicherweise sind z. B. 9998 oder 10002 erforderlich, um exakt die richtige Größe zu erhalten. Probieren Sie einige Werte aus, bis es genau passt.
Wenn die Größe stimmt, können Sie mit der Rollenrotation arbeiten. Notieren Sie sich die „Steps per rotation“, damit Sie dies nicht bei jeder Nutzung erneut ermitteln müssen.
Spannfutter (Chuck) Rotation
Abschnitt betitelt „Spannfutter (Chuck) Rotation“Wenn Sie mit der Spannfutter-Rotation arbeiten möchten, müssen Sie das Spannfutter an einer der Motorrollen befestigen. Es gibt 2 Rollen mit jeweils 3 Bohrungen. Wählen Sie eine der Rollen. Bei der Rotation liegt ein kleines Beutelchen mit 3 Gewindestiften und Muttern bei. Schrauben Sie die Gewindestifte leicht in die Rückseite des Spannfutters ein – dort befinden sich 3 Löcher. Schrauben Sie die Gewindestifte nicht zu weit hinein.
Platzieren Sie das Spannfutter vor der Rolle und stecken Sie die Gewindestifte durch die Löcher der Rolle. Ziehen Sie das Spannfutter mit den Muttern fest. Achten Sie darauf, dass alles sicher befestigt ist.
Positionieren Sie den Laserkopf hinten rechts in der Maschine und drücken Sie „Origin“ auf dem Display. Stellen Sie in der Software sicher, dass Sie von „User origin“ starten.
Positionieren Sie die Rotation mit dem Motor nach links auf Ihrem Tisch in der Maschine. Verbinden Sie das Kabel mit dem Stecker mit der Maschine. Auf der rechten Seite befindet sich eine Steckverbindung, an die der Rotationsstecker angeschlossen werden kann.
Nachdem Sie die Rotation angeschlossen haben, können Sie die Maschine zurücksetzen. Da Sie den Laserkopf oben rechts positioniert und in der Software „User origin“ gewählt haben, kommt es zu keiner Kollision mit der Rotation. Messen Sie den Durchmesser Ihres Objekts mit einer Schieblehre. Notieren Sie den Wert – Sie benötigen ihn später.
Spannen Sie Ihr Produkt im Spannfutter ein. Achten Sie darauf, dass es fest sitzt.
Bewegen Sie den Laserkopf in Richtung Ihres Produkts. Sie werden feststellen, dass Sie die Y-Achse mit den Tasten nicht bewegen können. Die X-Achse lässt sich jedoch mit den Tasten verfahren. Ist der Laserkopf in X-Richtung korrekt positioniert, können Sie den Kopf in Y-Richtung manuell bewegen. Positionieren Sie den Laserkopf über dem Zentrum (höchster Punkt) Ihres Produkts. Stellen Sie die Fokusdistanz ein. Seien Sie vorsichtig mit dem Autofokus – wir empfehlen, ihn bei der Rotationseinheit nicht zu verwenden. Stellen Sie die Fokushöhe am besten manuell ein.
Ist der Abstand zwischen Objekt und Laserkopf zu groß, können Sie den Laserkopf etwas zurückfahren. Heben Sie Ihren Tisch leicht mit der Taste Z+. Setzen Sie den Laserkopf anschließend wieder über den höchsten Punkt Ihres Objekts.
Öffnen Sie anschließend auf Ihrem Computer die LightBurn-Software. Gehen Sie zu Tools => Rotary setup.
Stellen Sie sicher, dass der Kreis bei Chuck (1) schwarz ist. Achten Sie darauf, dass Enable Rotary (2) eingeschaltet ist. Das erkennen Sie daran, dass der Schieberegler grün ist. Geben Sie bei Steps per rotation (3) den Wert 10000 ein. Zusammen mit dem korrekten Durchmesser Ihres Objekts stellt das sicher, dass Ihr Programm die richtigen Abmessungen hat. Tragen Sie bei Object Diameter (4) den zuvor gemessenen Durchmesser Ihres Objekts ein.
Die Software berechnet den Umfang automatisch.
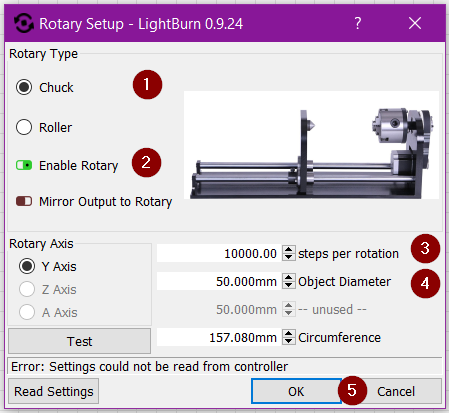
Klicken Sie auf OK, nachdem Sie die erforderlichen Daten eingegeben haben.
Zeichnen Sie ein Quadrat von z. B. 2 x 2 cm. Schneiden Sie dieses leicht an, um zu prüfen, ob die Abmessungen tatsächlich 2 x 2 cm betragen. Stellen Sie Geschwindigkeit und Leistung ein und senden Sie die Datei an die Lasermaschine. Vorsicht! Die Linien sollen sichtbar sein. Stellen Sie den Modus auf Schneiden [Line], verwenden Sie jedoch Parameter, die Sie sonst für das Gravieren nutzen würden!
Wenn die Linie auf Ihrem Produkt sichtbar ist, ist es wichtig, die über die Krümmung verlaufende Linie zu messen. Nutzen Sie hierfür ein Maßband, um korrekt zu messen.
Ist die Linie nicht 2 cm, sondern größer oder kleiner, müssen Sie die Steps per rotation anpassen. Sie haben 10000 eingegeben – möglicherweise sind z. B. 9998 oder 10002 erforderlich, um exakt die richtige Größe zu erhalten. Probieren Sie einige Werte aus, bis es genau passt.
Wenn die Größe stimmt, können Sie mit der Spannfutter-Rotation arbeiten. Sobald Sie ein anderes Objekt bearbeiten möchten, müssen Sie den Durchmesser erneut messen und in der Software eintragen. Andernfalls stimmen die Abmessungen nicht.
Notieren Sie sich die „Steps per rotation“, damit Sie dies nicht bei jeder Nutzung erneut bestimmen müssen.
Wie gehe ich von Rotation zurück zum Arbeiten auf dem Tisch?
Abschnitt betitelt „Wie gehe ich von Rotation zurück zum Arbeiten auf dem Tisch?“Entfernen Sie Ihr Objekt aus der Rotationseinheit. Bewegen Sie den Laserkopf bei Bedarf nach hinten, um mehr Platz zum Entnehmen zu haben.
Ziehen Sie den Rotationsstecker ab. Heben Sie die Rotation aus der Maschine heraus. Wenn Sie den Tisch aus der Lasermaschine entfernt haben, können Sie ihn wieder einsetzen.
Gehen Sie in der LightBurn-Software zu Tools => Rotary setup.
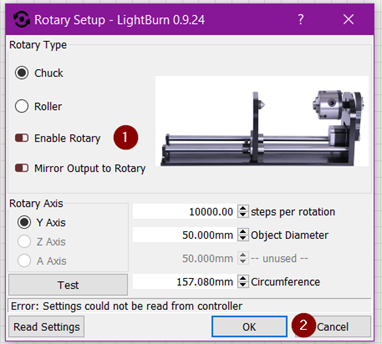
Deaktivieren Sie Enable Rotary (1). Sie sehen, dass „Enable Rotary“ ausgeschaltet ist, wenn der Schieberegler rot ist. Klicken Sie anschließend auf OK (2).
Nachdem Sie diese Schritte abgeschlossen haben, müssen Sie die Maschine zurücksetzen. Der Laserkopf fährt zurück in die rechte obere Ecke. Nun können Sie wieder ein flaches Produkt schneiden/gravieren.
Das Produkt ist konisch – kann ich die Rotation anpassen?
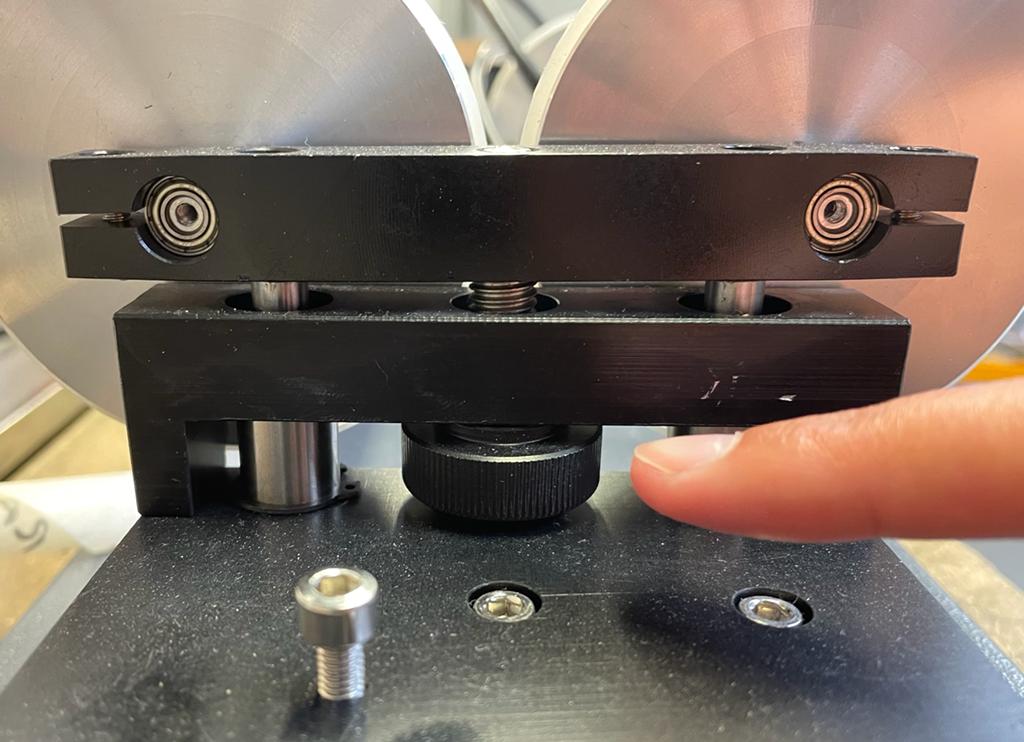
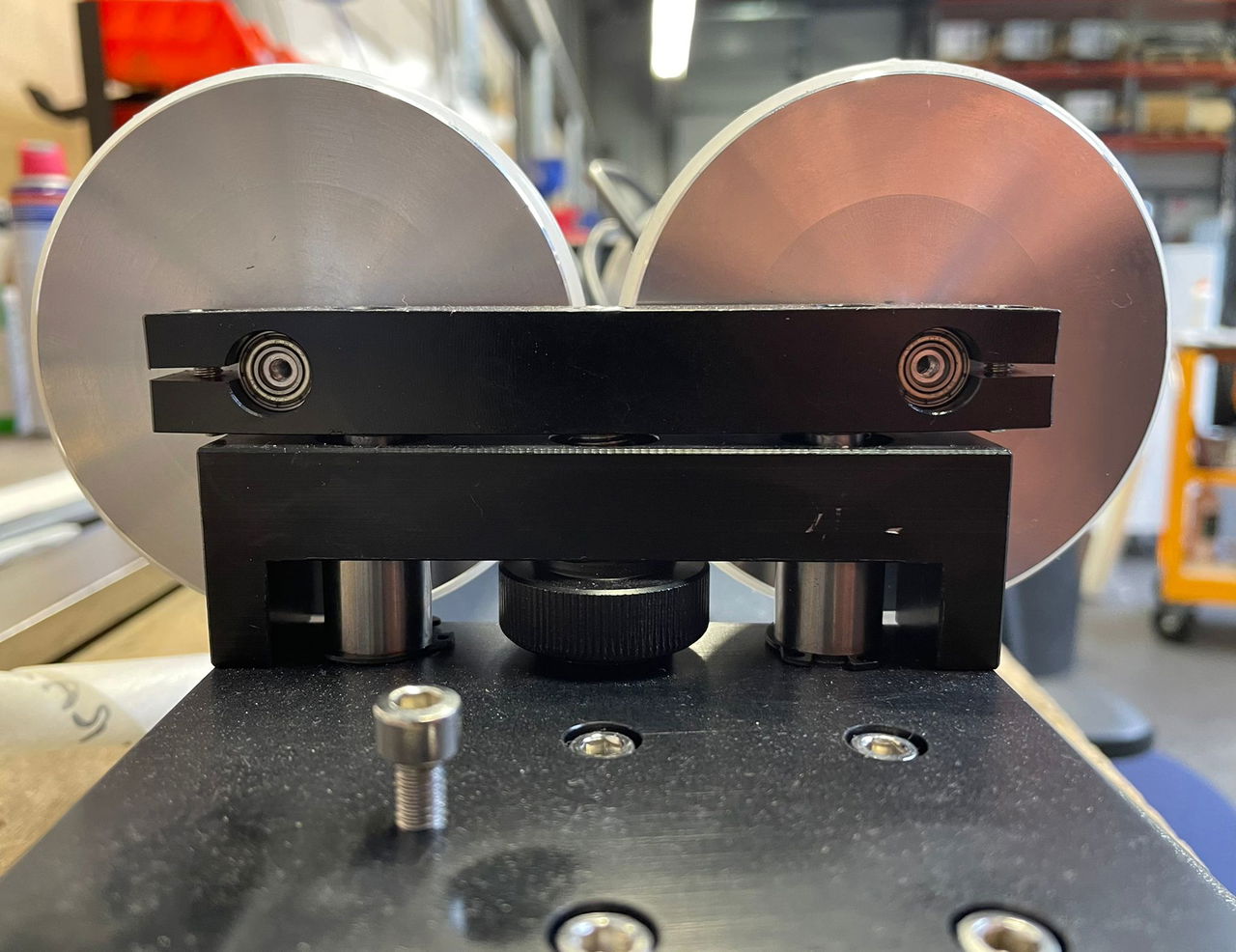
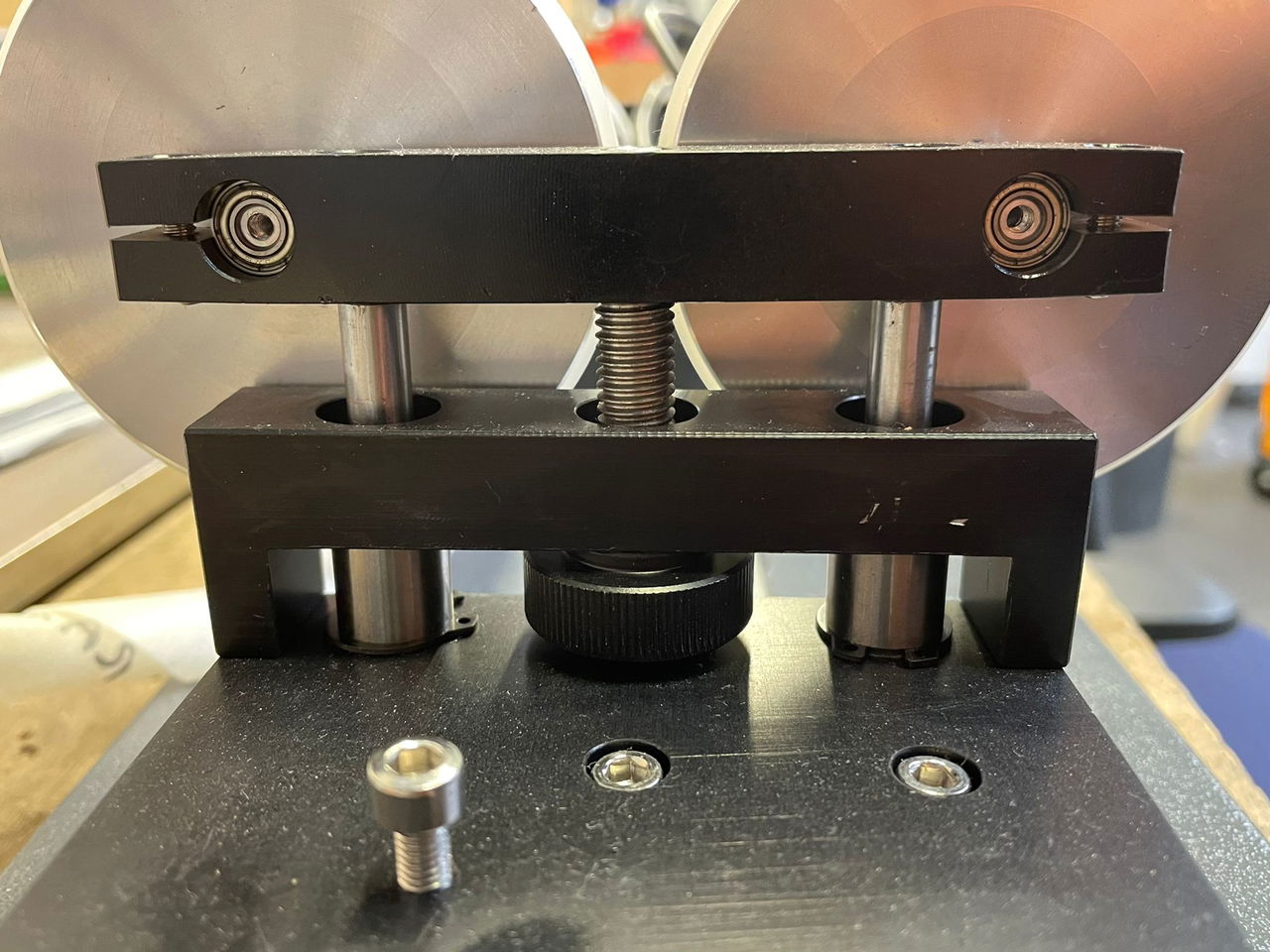
Abschnitt betitelt „Das Produkt ist konisch – kann ich die Rotation anpassen?“Wenn Ihr Produkt konisch ist, muss es dennoch parallel zur X-Achse liegen. Ist es nicht parallel, haben Sie nicht überall die gleiche Fokushöhe und die Gravur wird nicht sauber. Zur Lösung gibt es an der Rotation eine Verstellschraube, mit der Sie die Höhe der Rollen anpassen können. Diese ist nur bei Verwendung der Rollen nutzbar, nicht bei Nutzung des Spannfutters.
Nachdem Sie die Rotation in der Maschine verbunden haben, legen Sie Ihr Produkt auf die Rollen. Drehen Sie dann an der Verstellschraube, bis Ihr Produkt parallel zur X-Achse liegt.