BRM90130-X Metall-Acryl
Der BRM 90130-X kann Metall und Nicht-Metalle schneiden. Im folgenden Text finden Sie weitere Informationen über Unterschiede bei Düsen, Linsen und Linsenpositionen.
Die Maschine wurde mit drei verschiedenen Düsen geliefert.
-
Die erste ist die 1,5 mm Düse. Dies bedeutet, dass der Durchmesser des Lochs in der Düse 1,5 mm beträgt. Sie wird zum Schneiden von Metallen verwendet und stellt sicher, dass nur wenig Sauerstoff hindurchgeht. Dies führt zu einer schönen klaren, dünnen Linie. Da es sich um eine kleine Öffnung handelt, erfordert es eine perfekte Spiegel- und Linsenausrichtung, da der Laserstrahl genau durch die Öffnung passen muss. Es ist unmöglich, diese Düse für Nicht-Metalle zu verwenden.
-
Die zweite ist die 2 mm Düse. Dies bedeutet, dass der Durchmesser des Lochs in der Düse 2 mm beträgt. Sie wird auch zum Schneiden von Metallen verwendet. Diese Düse lässt mehr Sauerstoff durch als die 1,5 mm Düse. Dies führt zu einer sauberen Schnittlinie, die nur etwas gröber ist als bei Verwendung der 1,5 mm Düse. Aber es ist etwas einfacher, die Spiegel und Linse auszurichten, da der Strahl durch eine etwas größere Öffnung passen kann. Es ist unmöglich, diese Düse für Nicht-Metalle zu verwenden.

Links: 1,5 mm Düse. Rechts: 2 mm Düse
- Die dritte ist die 3 mm Düse. Sie wird ausschließlich zum Schneiden von Nicht-Eisen-Materialien wie Acryl und Holz verwendet. Sie ähnelt einem UFO, einem Punkt mit einer größeren Scheibe darum herum. Es ist unmöglich, diese Düse für Metalle zu verwenden.
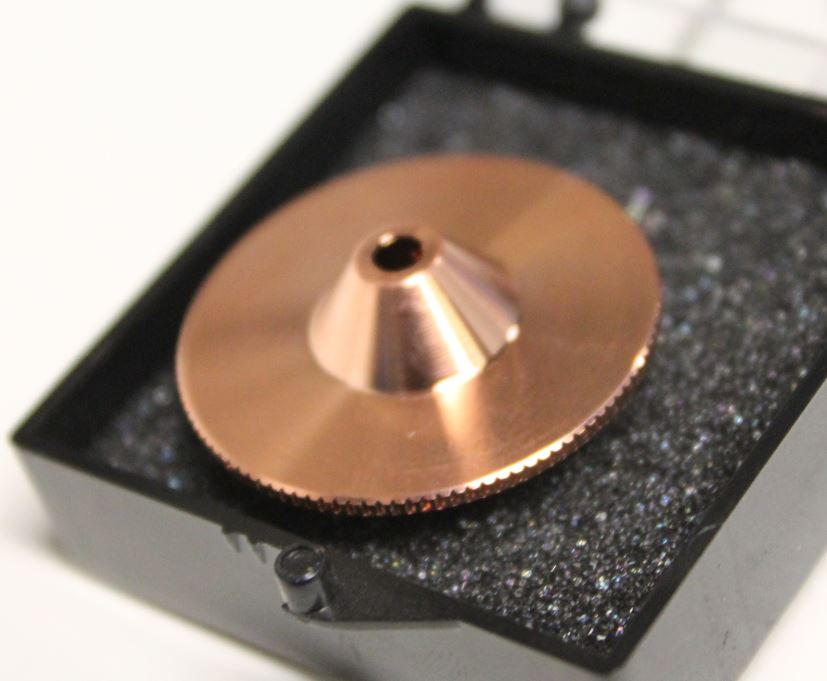
3 mm Düse
Sie verwenden nicht nur eine andere Düse, sondern auch eine andere Linse und einen anderen Linsenhalter, abhängig vom zu bearbeitenden Material.
Die Linse zum Schneiden von Metall ist die 63,8 mm Linse mit einem Durchmesser von 25 mm. Dies bedeutet, dass der Linsenhalter eine größere Öffnung hat. Die Linse zum Schneiden von Nicht-Metallen ist die 101,6 mm Linse mit einem Durchmesser von 20 mm. Diese Linse wird in einen Linsenhalter mit einer etwas kleineren Öffnung eingesetzt. Das Schneiden mit einer 63,5 mm (Ø 20 mm) Linse ist ebenfalls möglich, aber nicht üblich.
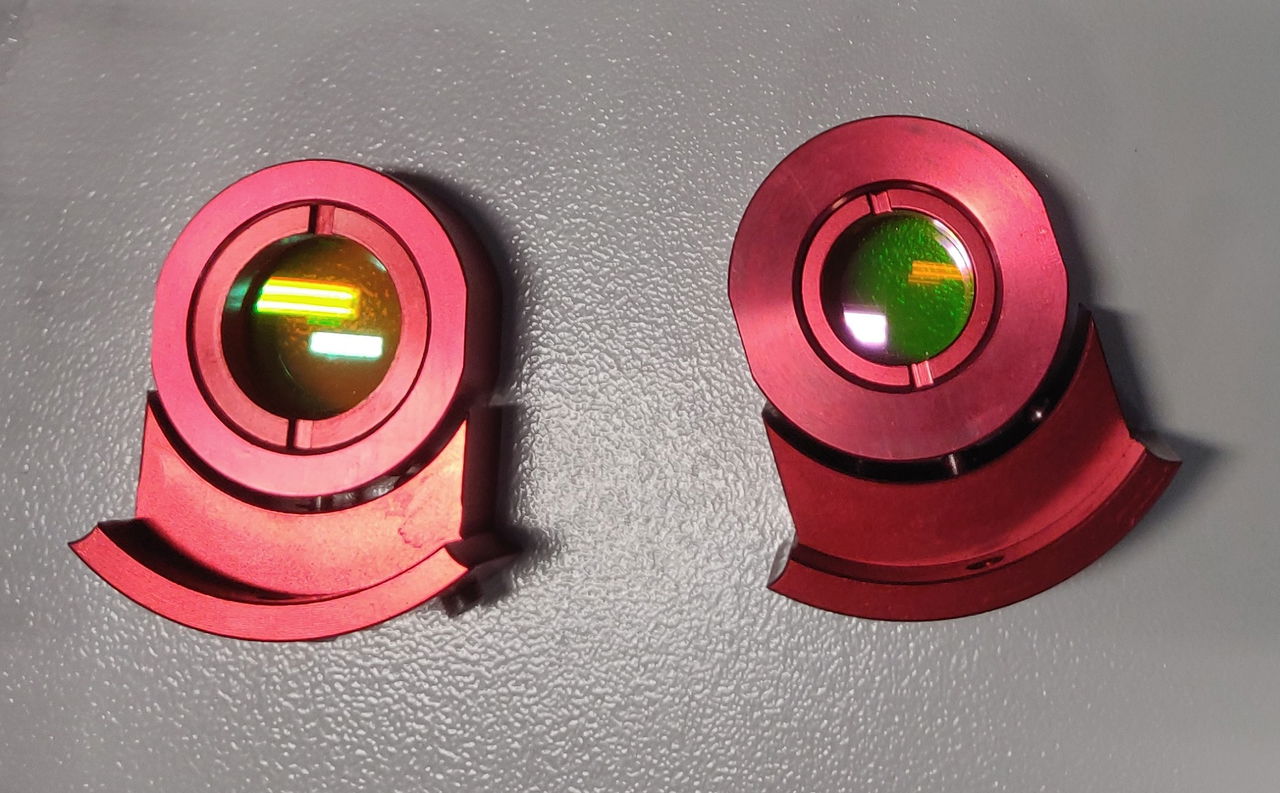
Links: Linsenhalter für Metall. Rechts: Linsenhalter für Nicht-Metall
Der Linsenhalter wird in den Laserkopf eingesetzt. Es gibt zwei Öffnungen im Laserkopf. Eine für den Linsenhalter, die andere für einen leeren Halter. Der leere Halter wird benötigt, um zu verhindern, dass Sauerstoff entweicht. Wenn Sauerstoff entweicht, wird die Schnittlinie unvollkommen. Darüber hinaus stellt der leere Halter sicher, dass kein Rauch oder Staub auf die Linse gelangen kann.
Die Linse zum Schneiden von Metall wird in den Linsenhalter mit der größeren Öffnung eingesetzt. Der gesamte Linsenhalter wird in die untere Öffnung eingesetzt. Setzen Sie den leeren Halter in die obere Öffnung ein. Positionieren Sie die entsprechende Düse am Laserkopf; die 1,5 mm Düse oder die 2 mm Düse. Ziehen Sie die Düse nicht zu fest an. Fest ist fest.
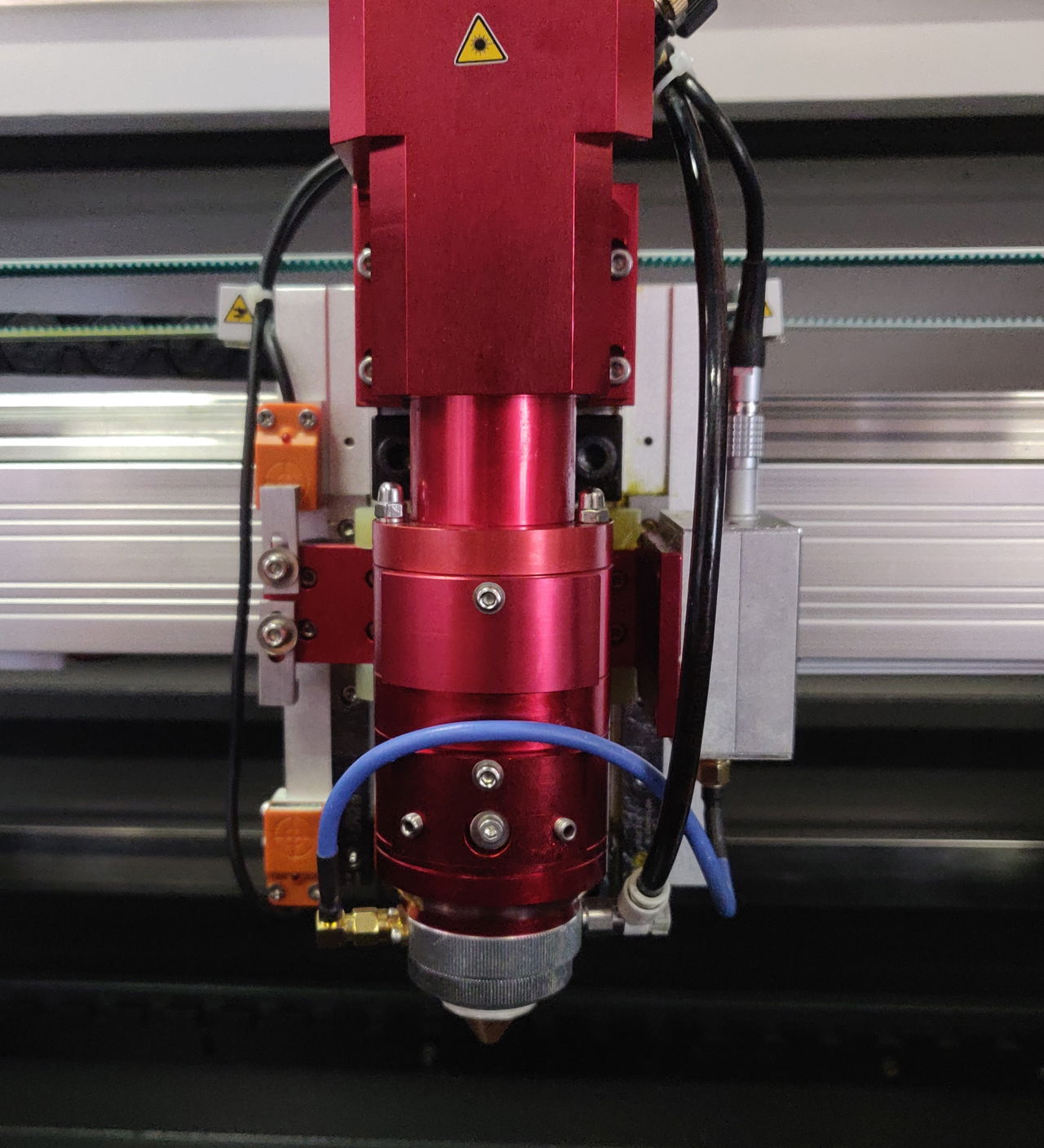
Metall-Linsenhalter in der unteren Position.
Wenn Sie Nicht-Metall schneiden, setzen Sie die 101,6 mm Linse in den Linsenhalter mit der kleineren Öffnung ein. Der Linsenhalter wird in die obere Öffnung eingesetzt. Setzen Sie den leeren Halter in die untere Öffnung ein. Positionieren Sie die richtige Düse am Laserkopf, die 3 mm Düse, mit der UFO-Form. Ziehen Sie die Düse nicht zu fest an. Fest ist fest.
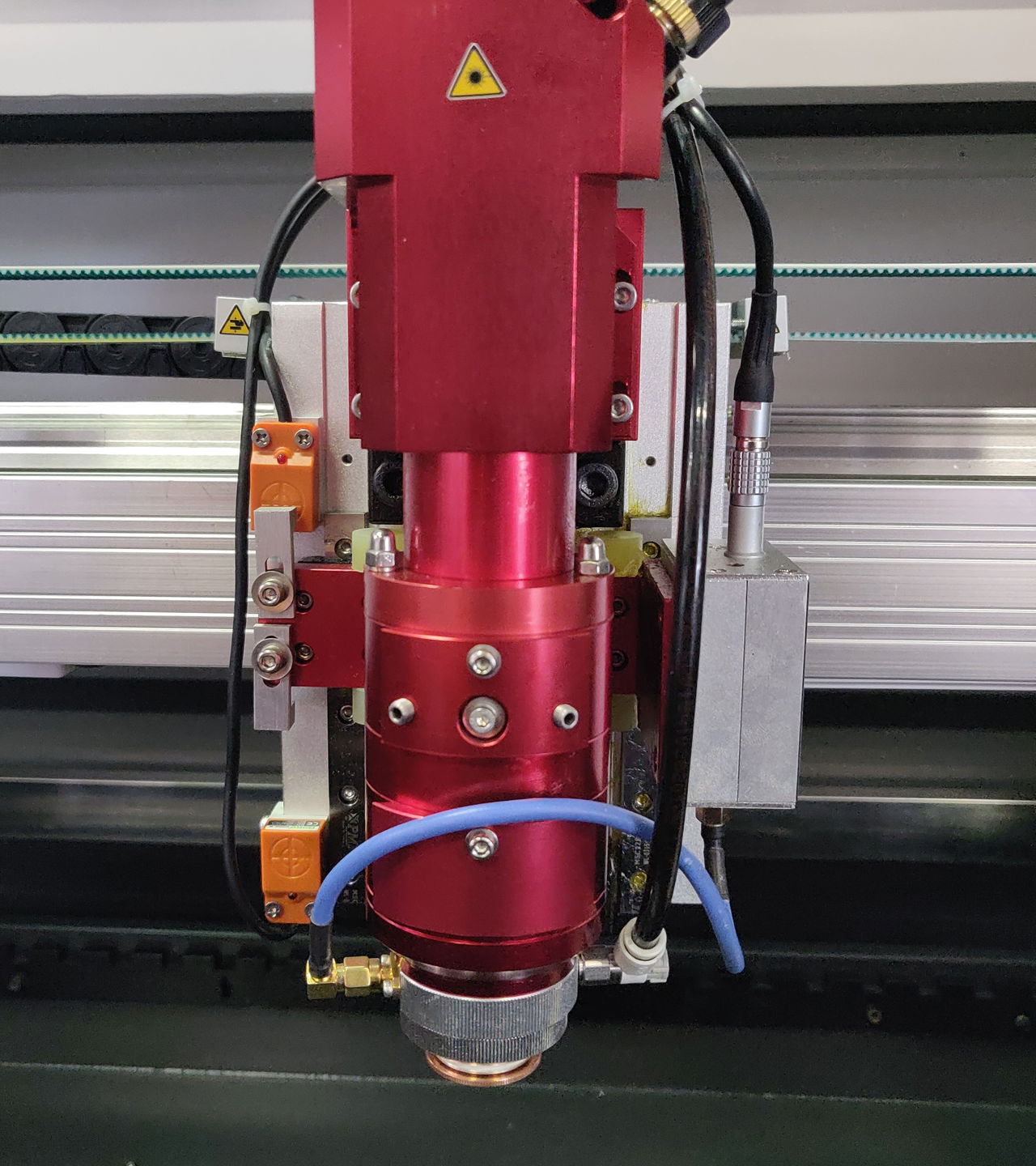
Nicht-Metall-Linsenhalter in der oberen Position
Bei Verwendung der 63,5 mm Linse (Ø 20 mm) zum Schneiden von Nicht-Metallen wird sie in den Linsenhalter mit der kleineren Öffnung eingesetzt. Der Linsenhalter wird in die untere Position eingesetzt. Positionieren Sie den leeren Halter in der oberen Position.
Acryl zu Metall
Abschnitt betitelt „Acryl zu Metall“Schalten Sie die Maschine ein. Stellen Sie sicher, dass der Metall-Acryl-Schalter auf Metall steht. Dieser Schalter befindet sich beim BRM Original auf der rechten Seite der Maschine. Setzen Sie den Halter mit der Metalllinse ein und befestigen Sie die 1,5 mm oder 2 mm Düse.
Drücken Sie ‘Follow Adjust’. Diese Taste befindet sich auf der rechten Seite der Maschine. Follow Adjust liefert die richtige Fokushöhe, damit die Schnittlinie optimal wird. Öffnen Sie den Sauerstoff aus der Flasche. Sie sind jetzt bereit, Metall zu schneiden.
Stellen Sie sicher, dass Sie nur Edelstahl oder Stahl mit einer maximalen Dicke von 1,2 mm schneiden. Es ist unmöglich, Kupfer, Aluminium, Zink usw. zu schneiden.
Wenn die Schnittlinie nicht sauber ist oder wie Schweißen aussieht, bedeutet dies, dass die Schneidparameter nicht optimal sind. Passen Sie die Geschwindigkeit, Leistung und/oder den Sauerstoff an.
WARNUNG! Es ist unmöglich zu gravieren, während Sie sich im Metall-Modus befinden.
Metall zu Acryl
Abschnitt betitelt „Metall zu Acryl“Schalten Sie die Maschine ein. Stellen Sie sicher, dass der Metall-Acryl-Schalter auf Acryl eingestellt ist. Dieser Schalter befindet sich beim BRM Original auf der rechten Seite der Maschine. Setzen Sie den Halter mit der Acryllinse ein und befestigen Sie die 3 mm Düse mit der UFO-Form. Stellen Sie die richtige Fokushöhe ein. Dies erfolgt durch Auf-/Abbewegen des Tisches. Seien Sie hier sehr vorsichtig, es besteht die Gefahr einer Kollision mit dem Laserkopf. Dies kann enormen Schaden verursachen. Wenn Sie im Acryl-Modus arbeiten, benötigen Sie keinen Sauerstoff.
Es ist möglich, Acryl, Holz und Metall zu gravieren, wenn Sie im Acryl-Modus arbeiten. Beim Markieren von Metall ist es wichtig, ein Laserspray wie CerMark zu verwenden. Dies stellt sicher, dass es keine Reflexion zur Laserquelle gibt. Jede Reflexion zur Laserquelle kann dazu führen, dass sie zerbricht. Wenn Sie Metalle ohne Laserspray markieren und die Laserquelle beschädigt wird, ist dies nicht durch die Garantie abgedeckt! Außerdem erhalten Sie durch das Auftragen eines Sprays wie CerMark eine schöne kontrastreiche Gravur.
Welche Metalle kann ich mit meinem BRM90130-X oder BRM Budget90130-X schneiden?